|
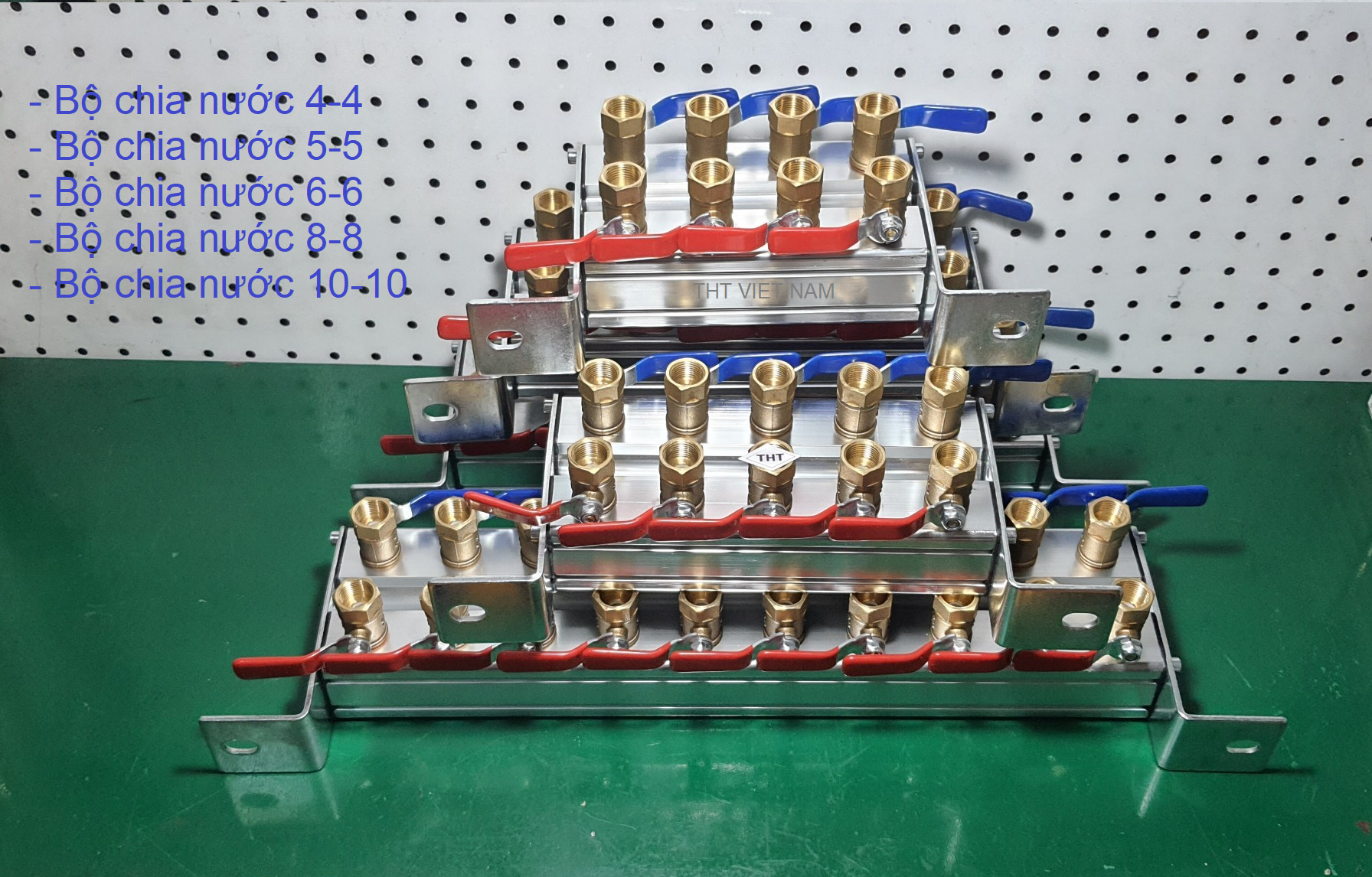
CГҒC LOбә I Дҗб»ҳ BГ“NG Bб»Җ Mбә¶T
No1/ 2D/ BTP/ 2B/ BA
No4/ HL/ Scotch Britgh PVC
Mirror/ Titan/ Embossing/ Etching PVC
INOX Д‘en, chЖ°a tбә©y bб»Ғ mбә·t ( Д‘б»ҷ chб»‘ng gб»ү khГҙng thay Д‘б»•i)
MГЈ Д‘б»ҷ bГіng
bб»Ғ mбә·t
PhЖ°ЖЎng phГЎp sб»ӯ lГҪ bб»Ғ mбә·t vГ б»©ng dб»Ҙng
No.1
ДҗГўy lГ sбәЈn phбә©m Д‘Ж°б»Јc lГ m sбәЎch bб»Ғ mбә·t bбәұng hoГЎ chбәҘt và ủ sau giai Д‘oбәЎn cГЎn nГіng. ДҗГўy lГ vбәӯt liб»Үu dГ№ng Д‘б»ғ cГЎn nguб»ҷi hoбә·c bб»“n chб»©a cГҙng nghiб»Үp, dб»Ҙng cб»Ҙ trong ngГ nh cГҙng nghiб»Үp hoГЎ chбәҘt.
No.2D
ДҗГўy lГ sбәЈn phбә©m khГҙng cГі bб»Ғ mбә·t bГіng loГЎng. SбәЈn phбә©m nГ y lГ thГ©p Д‘Ж°б»Јc ủ vГ sб»ӯ lГҪ hoГЎ chбәҘt bб»Ғ mбә·t sau khi cГЎn nguб»ҷi. NguyГӘn liб»Үu nГ y dГ№ng Д‘б»ғ lГ m thiбәҝt bб»Ӣ trong nhГ mГЎy hoГЎ dбә§u, chi tiбәҝt ГҙtГҙ, vбәӯt liб»Үu xГўy dб»ұng vГ б»‘ng dбә«n Inox.
No.2B
ДҗГўy lГ loбәЎi hГ ng Д‘Ж°б»Јc sб»ӯ lГҪ qua bб»Ғ mбә·t trГӘn cЖЎ sб»ҹ bб»Ғ mбә·t No.2D. Bб»Ғ mбә·t nГ y bГіng hЖЎn vГ nhбәөn hЖЎn bб»Ғ mбә·t No.2D. ДҗГўy lГ bб»Ғ mбә·t tiГӘu chuбә©n vГ cГі khбәЈ nДғng tДғng cЖ°б»қng cЖЎ lГҪ tГӯnh của sбәЈn phбә©m. Vбәӯt liб»Үu nГ y Д‘Ж°б»Јc dГ№ng rб»ҷng rГЈi trong mб»Қi trЖ°б»қng hб»Јp.
No.3
SбәЈn phбә©m nГ y Д‘Ж°б»Јc Д‘ГЎnh bГіng vб»ӣi phб»ӣt Д‘ГЎnh bГіng vб»ӣi mбәӯt Д‘б»ҷ 100-120 mesh. NГі Д‘Ж°б»Јc б»©ng dб»Ҙng rб»ҷng rГЈi trong nhiб»Ғu lД©nh vб»ұc bao gб»“m: xГўy dб»ұng vГ trang trГӯ nб»ҷi ngoбәЎi thбәҘt, dб»Ҙng cб»Ҙ gia Д‘Г¬nh vГ Д‘б»“ lГ m bбәҝp.
No.4
SбәЈn phбә©m nГ y Д‘Ж°б»Јc Д‘ГЎnh bГіng vб»ӣi mбәӯt Д‘б»ҷ 150-180 mesh. So sГЎnh vб»ӣi loбәЎi bб»Ғ mбә·t No.3 thГ¬ nГі cГі bб»Ғ mбә·t bГіng hЖЎn. No.4 cГі bб»Ғ mбә·t mбә§u trбәҜng bбәЎc rбәҘt hбәҘp dбә«n vГ thЖ°б»қng Д‘Ж°б»Јc dГ№ng Д‘б»ғ lГ m bб»“n tбәҜm, trang trГӯ bГӘn ngoГ i vГ bГӘn trong cГЎc toГ nhГ vГ trong cГҙng nghiб»Үp chбәҝ biбәҝn thб»ұc phбә©m.
BA
BA lГ bб»Ғ mбә·t sГЎng bГіng nhЖ° gЖ°ЖЎng. NГі Д‘Ж°б»Јc lГ m bГіng bбәұng cГҙng Д‘oбәЎn ủ bГіng sau khi Д‘Ж°б»Јc cГЎn nguб»ҷi. BA Д‘Ж°б»Јc dГ№ng cho dб»Ҙng cб»Ҙ gia Д‘Г¬nh, gЖ°ЖЎng nhб»Ҹ, Д‘б»“ lГ m bбәҝp, vбәӯt liб»Үu xГўy dб»ұng vГ nhiб»Ғu vбәӯt dб»Ҙng khГЎc cбә§n bб»Ғ mбә·t sГЎng bГіng.
HL
HL lГ loбәЎi bб»Ғ mбә·t cГі Д‘Ж°б»қng vГўn kбә» dб»Қc. VГўn nГ y Д‘Ж°б»Јc tбәЎo ra bб»ҹi mГЎy Д‘ГЎnh bГіng dГ№ng phб»ӣt Д‘ГЎnh bГіng cho No.4. LoбәЎi sбәЈn phбә©m cГі bб»Ғ mбә·t HL thЖ°б»қng Д‘Ж°б»Јc dГ№ng cho trang trГӯ nб»ҷi vГ ngoбәЎi thбәҘt, cб»ӯa vГ khuГҙn cб»ӯa.
Dull
Bб»Ғ mбә·t mб»қ sб»үn lГ bб»Ғ mбә·t Д‘Ж°б»Јc tбәЎo ra bб»ҹi cГЎch lГ m giбәЈm Д‘б»ҷ bГіng của No.2B vГ tбәЎo nhГЎm bб»Ғ mбә·t. LoбәЎi vбәӯt liб»Үu nГ y dГ№ng Д‘б»ғ trang trГӯ nб»ҷi ngoбәЎi thбәҘt; lГ m trбә§n vГ vГЎch của thang mГЎy. www.haiaujsc.com
CГЎc dбәЎng hoГ n thiб»Үn & Д‘ГЎnh bГіng Inox
Dб»ұa vГ o nhu cбә§u vГ mб»Ҙc Д‘Гӯch khГЎc nhau của tб»«ng sбәЈn phбә©m ta cГі nhб»Ҝng dбәЎng bб»Ғ mбә·t inox chГӯnh nhЖ° sau:
#3 Finish вҖ“ CЕ©ng Д‘Ж°б»Јc gб»Қi lГ mГ i, gia cГҙng thГҙ hoбә·c mГ i thГҙ
LГ bЖ°б»ӣc xб»ӯ lГҪ thГҙ trЖ°б»ӣc khi thб»ұc hiб»Үn cГЎc cГҙng Д‘oбәЎn khГЎc, vГӯ dб»Ҙ loбәЎi bб»Ҹ mб»‘i hГ n, cГЎc ba vб»ӣ hay cГЎc phбә§n dЖ° vбәӯt liб»Үu của chi tiбәҝt Д‘Гәc. ThЖ°б»қng dГ№ng vб»ӣi Д‘ai nhГЎm cГі hбәЎt mГ i cб»Ў 36-100
Vб»ӣi bб»Ғ mбә·t hoГ n thiб»Үn #3, bб»Ғ mбә·t vбәӯt liб»Үu cГі Д‘б»ҷ nhГЎm khoбәЈng 60 - 80 grit.
#4 Architectural Finish вҖ“ Bб»Ғ mбә·t hoГ n thiб»Үn sб»‘ 4 вҖ“ cho kiбәҝn trГәc вҖ“ bб»Ғ mбә·t Д‘Ж°б»Јc tбәЎo sб»Қc thГҙ cГі Д‘б»Ӣnh hЖ°б»ӣng
DГ№ng Д‘ai nhГЎm hay Д‘ГЎ trб»Ҙ nhГЎm khoбәЈng vб»ӣi cб»Ў hбәЎt khoбәЈng 120 - 180
#4 Dairy or Sanitary Finish вҖ“ bб»Ғ mбә·t hoГ n thiб»Үn sб»‘ 4 cho mГЎy ngГ nh thб»ұc phбә©m
DбәЎng nГ y chủ yбәҝu Д‘ГЎp б»©ng yГӘu cбә§u ngГ nh dЖ°б»Јc vГ thб»ұc phбә©m. LЖ°u ГҪ trГЎnh tбәЎo vбәҝt xЖ°б»ӣc vi khuбә©n cГі thб»ғ khu trГә.
DГ№ng Д‘ai nhГЎm vГІng cб»Ў hбәЎt 180 - 240 hay Д‘ГЎ nhГЎm trб»Ҙ cб»Ў 120 - 240 grit vб»ӣi bб»ҷt lГ m bГіng khГҙng cГі thГ nh phбә§n dбә§u mб»Ў, hay Д‘ai mГ i hay Д‘Д©a mГ i sб»Јi tб»•ng hб»Јp
#6 Finish or Fine Satin Finish вҖ“ Bб»Ғ mбә·t hoГ n thiб»Үn sб»‘ 6 hay Д‘ГЎnh sб»Қc mб»қ nhuyб»…n
DГ№ng Д‘ai nhГЎm vГІng cб»Ў hбәЎt 220 - 280 grit hay Д‘ГЎ nhГЎm trб»Ҙ cб»Ў hбәЎt 220 вҖ“ 230 hay Д‘ai mГ i sб»Јi tб»•ng hб»Јp mб»Ӣn. CГЎc Д‘Ж°б»қng sб»Қc mб»Ӣn hЖЎn Гӯt bГіng hЖЎn #4 Architectural Finish.
#7 Finish вҖ“ Bб»Ғ mбә·t hoГ n thiб»Үn sб»‘ 7
DГ№ng Д‘ai nhГЎm vГІng cб»Ў hбәЎt 280 вҖ“ 320 hay nhГЎm sб»Јi sisal cГ№ng lЖЎ Д‘ГЎnh bГіng. ДҗГўy lГ dбәЎng semi-bright finish vбә«n cГі nhб»Ҝng sб»Қc bГіng nhЖ°ng hЖЎi mб»қ . ThГ©p Carbon vГ gang thЖ°б»қng Д‘Ж°б»Јc Д‘ГЎnh bГіng tб»ӣi #7 finish trЖ°б»ӣc khi mбәЎ chrom.
#8 Finish or - Bб»Ғ mбә·t hoГ n thiб»Үn sб»‘ 8 hay bГіng gЖ°ЖЎng
DГ№ng tб»‘i thiб»ғu Д‘ai nhГЎm cб»Ў 320 cho Д‘бәҝn 400-600-1200 hay 2000t hay Д‘ГЎ nhГЎm cГ№ng Д‘б»ҷ hбәЎt. DГ№ng sб»Јi sisal kбәҝt hб»Јp vб»ӣi lЖЎ Д‘ГЎnh bГіng. ChбәҘt lЖ°б»Јng hoГ n thiб»Үn phб»Ҙ thuб»ҷc vГ o chбәҘt lЖ°б»Јng của vбәӯt liб»Үu Д‘ГЎnh bГіng. Mб»ҷt sб»‘ thГ©p hб»Јp kim hay nhГҙm hб»Јp kim khГҙng thб»ғ Д‘ГЎnh bГіng gЖ°ЖЎng. Mб»ҷt sб»‘ vбәӯt Д‘Гәc cГі dГӯnh xб»ү hay bб»Ӣ rб»— cЕ©ng khГі cГі thб»ғ Д‘ГЎnh bГіng gЖ°ЖЎng
#3 Finish вҖ“ CЕ©ng Д‘Ж°б»Јc gб»Қi lГ mГ i, gia cГҙng thГҙ hoбә·c mГ i thГҙ
LГ bЖ°б»ӣc xб»ӯ lГҪ thГҙ trЖ°б»ӣc khi thб»ұc hiб»Үn cГЎc cГҙng Д‘oбәЎn khГЎc, vГӯ dб»Ҙ loбәЎi bб»Ҹ mб»‘i hГ n, cГЎc ba vб»ӣ hay cГЎc phбә§n dЖ° vбәӯt liб»Үu của chi tiбәҝt Д‘Гәc. ThЖ°б»қng dГ№ng vб»ӣi Д‘ai nhГЎm cГі hбәЎt mГ i cб»Ў 36-100
Vб»ӣi bб»Ғ mбә·t hoГ n thiб»Үn #3, bб»Ғ mбә·t vбәӯt liб»Үu cГі Д‘б»ҷ nhГЎm khoбәЈng 60 - 80 grit.
#4 Architectural Finish вҖ“ Bб»Ғ mбә·t hoГ n thiб»Үn sб»‘ 4 вҖ“ cho kiбәҝn trГәc вҖ“ bб»Ғ mбә·t Д‘Ж°б»Јc tбәЎo sб»Қc thГҙ cГі Д‘б»Ӣnh hЖ°б»ӣng
DГ№ng Д‘ai nhГЎm hay Д‘ГЎ trб»Ҙ nhГЎm khoбәЈng vб»ӣi cб»Ў hбәЎt khoбәЈng 120 - 180
#4 Dairy or Sanitary Finish вҖ“ bб»Ғ mбә·t hoГ n thiб»Үn sб»‘ 4 cho mГЎy ngГ nh thб»ұc phбә©m
DбәЎng nГ y chủ yбәҝu Д‘ГЎp б»©ng yГӘu cбә§u ngГ nh dЖ°б»Јc vГ thб»ұc phбә©m. LЖ°u ГҪ trГЎnh tбәЎo vбәҝt xЖ°б»ӣc vi khuбә©n cГі thб»ғ khu trГә.
DГ№ng Д‘ai nhГЎm vГІng cб»Ў hбәЎt 180 - 240 hay Д‘ГЎ nhГЎm trб»Ҙ cб»Ў 120 - 240 grit vб»ӣi bб»ҷt lГ m bГіng khГҙng cГі thГ nh phбә§n dбә§u mб»Ў, hay Д‘ai mГ i hay Д‘Д©a mГ i sб»Јi tб»•ng hб»Јp
#6 Finish or Fine Satin Finish вҖ“ Bб»Ғ mбә·t hoГ n thiб»Үn sб»‘ 6 hay Д‘ГЎnh sб»Қc mб»қ nhuyб»…n
DГ№ng Д‘ai nhГЎm vГІng cб»Ў hбәЎt 220 - 280 grit hay Д‘ГЎ nhГЎm trб»Ҙ cб»Ў hбәЎt 220 вҖ“ 230 hay Д‘ai mГ i sб»Јi tб»•ng hб»Јp mб»Ӣn. CГЎc Д‘Ж°б»қng sб»Қc mб»Ӣn hЖЎn Гӯt bГіng hЖЎn #4 Architectural Finish.
#7 Finish вҖ“ Bб»Ғ mбә·t hoГ n thiб»Үn sб»‘ 7
DГ№ng Д‘ai nhГЎm vГІng cб»Ў hбәЎt 280 вҖ“ 320 hay nhГЎm sб»Јi sisal cГ№ng lЖЎ Д‘ГЎnh bГіng. ДҗГўy lГ dбәЎng semi-bright finish vбә«n cГі nhб»Ҝng sб»Қc bГіng nhЖ°ng hЖЎi mб»қ . ThГ©p Carbon vГ gang thЖ°б»қng Д‘Ж°б»Јc Д‘ГЎnh bГіng tб»ӣi #7 finish trЖ°б»ӣc khi mбәЎ chrom.
#8 Finish or - Bб»Ғ mбә·t hoГ n thiб»Үn sб»‘ 8 hay bГіng gЖ°ЖЎng
DГ№ng tб»‘i thiб»ғu Д‘ai nhГЎm cб»Ў 320 cho Д‘бәҝn 400-600-1200 hay 2000t hay Д‘ГЎ nhГЎm cГ№ng Д‘б»ҷ hбәЎt. DГ№ng sб»Јi sisal kбәҝt hб»Јp vб»ӣi lЖЎ Д‘ГЎnh bГіng. ChбәҘt lЖ°б»Јng hoГ n thiб»Үn phб»Ҙ thuб»ҷc vГ o chбәҘt lЖ°б»Јng của vбәӯt liб»Үu Д‘ГЎnh bГіng. Mб»ҷt sб»‘ thГ©p hб»Јp kim hay nhГҙm hб»Јp kim khГҙng thб»ғ Д‘ГЎnh bГіng gЖ°ЖЎng. Mб»ҷt sб»‘ vбәӯt Д‘Гәc cГі dГӯnh xб»ү hay bб»Ӣ rб»— cЕ©ng khГі cГі thб»ғ Д‘ГЎnh bГіng gЖ°ЖЎng www.haiaujsc.com
|